自動化(huà)設備有限公司")
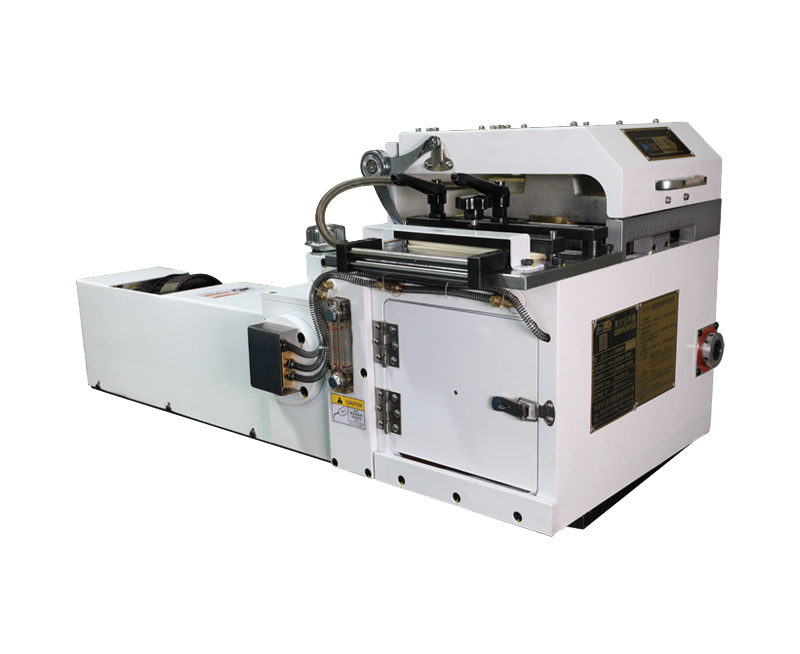
夾式送料(liào)機的缺陷與排除
2019-12-11(5505)次瀏覽
夾式送料(liào)機(jī)作為一種專門配合高速衝床運用的高(gāo)精密送料機(jī),在實踐運(yùn)用(yòng)進(jìn)程因操作不妥、調試不正確、機器磨(mó)損等各種因素,難免會有缺陷發生,一旦呈(chéng)現此類缺(quē)陷時,需及時處理(lǐ)才華避免影響(xiǎng)實踐衝壓出產。婷婷四房播播夾式送料機在運用時,常見缺陷有資料未送出或有時俄然(rán)太短、資料不(bú)放鬆或回退、送距(jù)忽(hū)長忽短、連動時送距變(biàn)異(yì)、資料在送料機與模具間曲折、資料在送(sòng)料機與模具間偏斜這六種,針對這六大缺陷的發生原因及處理辦法(fǎ),婷婷四房播播專業技(jì)術人員在此逐一給予答複。
缺陷一、夾式送料機資料未送出或(huò)有時俄然太短(duǎn),發生原因有五種:
處理辦(bàn)法:按(àn)照夾式送料機說(shuō)明書上的調試辦法對夾式送料機板厚進行從頭調整(拆開板厚調整(zhěng)螺栓,然後依資料厚度(dù)旋轉刻度環對(duì)齊刻劃(huá))。特別注意在資料厚度改動時,有必要(yào)對料厚進(jìn)行從頭調整,這樣(yàng)才華確保有合適的(de)夾(jiá)持力。
處理辦法(fǎ):從頭調整板(bǎn)厚。
處理辦法:替換契合規範的資料。
聯絡(luò)售後(hòu)人員進行換件修補。
聯(lián)絡售後(hòu)人員進行換件修補。
缺(quē)陷二、夾式送料(liào)機資(zī)料不放鬆或回退(tuì),發生原因有兩(liǎng)種:
處理辦法:按照夾式(shì)送料機說明書上的調試辦法對夾式送料機從頭(tóu)調整放鬆時刻。
2、放鬆(sōng)時刻運用時呈現改動。
處理辦法:從頭招認放鬆緊定螺栓鎖緊情況(kuàng)。
缺陷三、夾式送料(liào)機(jī)送料時送距忽長忽短(duǎn),發(fā)生原因有六種:
處(chù)理(lǐ)辦(bàn)法:調度同步帶然後調整送料機送料時刻。
處理辦法:從(cóng)頭(tóu)調整凸輪(lún)方位或送修。
處理(lǐ)辦法:磨短導銷或衝頭。
處理辦法(fǎ):替換高行程衝床。
處理辦法(fǎ):從頭鎖緊偏疼杆座(zuò)固定螺帽。
處理辦法:調整處理或返(fǎn)廠保護或是(shì)更(gèng)新。
缺陷四(sì)、夾式送料機連動時送距變異,發生原因有三種:
處理辦法:調整處(chù)理或返廠保護或是(shì)更新。
聯絡售後人員進行換件(jiàn)修補。
處理辦法:從頭調整皮帶緊度。
缺陷五、夾式送料機資料在送料機與模具間曲折,發生原(yuán)因有二種(zhǒng):
衝薄資(zī)料時夾式送料機托料(liào)板至下模板之間(jiān)距(jù)離有必要作好導料壓料設備,使資料不曲折為(wéi)準則。
調整送料機的送(sòng)料高度和模具資料線高度同高。
缺陷六、資料在(zài)送料機和(hé)模具間偏(piān)斜,發生(shēng)原因(yīn)有(yǒu)三種(zhǒng):
處理辦法:從頭架起模具(jù)。
處理辦(bàn)法:替換契合規範(fàn)的資料。
處理辦法(fǎ):研修料夾或(huò)送修。





推薦新聞
-

伺服送料機現場是怎麽(me)安裝的?
伺服送料機的送料設置可以達到(dào)更為精準的需求,代替了(le)舊式的空氣...
-

三(sān)合一送料機的優勢有哪些?
三合一送料機是衝床配上三合一送料機自動化衝壓生(shēng)產。三合(hé)一送(sòng)料...
-
送料機材料打滑處理(lǐ)方法有哪些?
衝(chōng)床衝壓的(de)材料輸送器,在實際工作(zuò)中偶爾會出現一(yī)些小故障,如材...
-

NC伺服送料機送料不準的排查原因有(yǒu)哪(nǎ)些?
NC伺服送料機是一台送料機,具有(yǒu)送料準,精度高,速(sù)度快等特點...
-

婷婷四房播播:伺服送料機怎麽操作才安全?
在市場的多元化發展下,形成了主食,風(fēng)味,營養,保健(jiàn)共同發展...
熱門新聞
-
夾式(shì)送料機的缺陷與排除(chú)
夾式送(sòng)料機作為一種專門配合高速衝床運用的高精密送料機(jī),在實踐...
-

伺服送料機氣動放鬆與(yǔ)機(jī)械放(fàng)鬆的差異
機械式NC送料機和(hé)氣動式NC送料機最(zuì)大(dà)的差異是放鬆方式的不同(tóng),機...
-

婷婷四房播播自動化設備:送料機受歡迎的原因是什麽
三合一送料機分為(wéi)規範、中(zhōng)板、厚板三(sān)種類型,是(shì)依照適用(yòng)資料的厚...
-

婷婷四房播播自動化:各類(lèi)送料機的優勢特點
空氣送(sòng)料機:空氣送料機(jī)是衝(chōng)壓(yā)行業最早使用(yòng)的一(yī)款送料設(shè)備,其原...
-

婷婷四房播播(xié)自動化:送料機的(de)保養
無(wú)論是輕工(gōng)業仍是重工業(yè),送料機都是不行短少的機械輔佐設(shè)備(bèi),它...
聯係我們

24小時(shí)服務電(diàn)話135-8081-7073
—— 加(jiā)微信直接溝通



 135-8081-7073
135-8081-7073